全国咨询热线:
全国咨询热线:
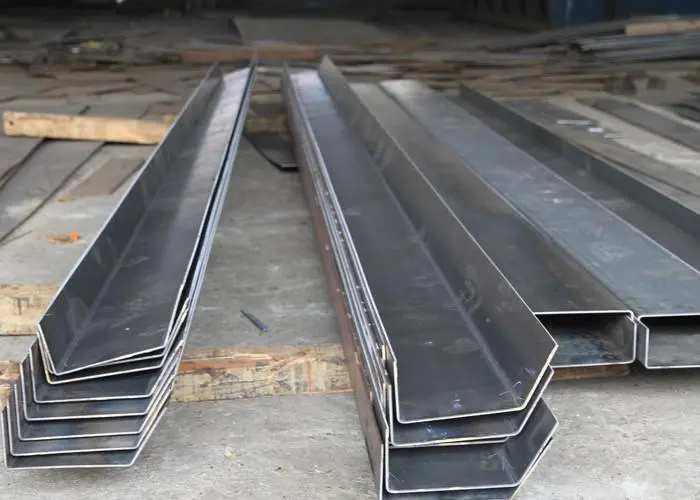
所谓钢板折弯加工,就是在同一钢板的正反面同时存在拉伸应力和压缩应力的变形。钢板在折弯到目标角度后,一旦撤去加压力后由于拉伸应力和压缩应力的作用,材料将会有回复到原来形状的反弹,我们把这种反弹称为折弯回弹。折弯回弹的量一般用角度来表示,这个量将受到材质,板厚,加压力,折弯半径等条件的影响,要很精确的计算折弯回弹量是很困难的。在折弯后的材料上加压力的不同,其反力也相应不同,一旦加压力去除,角度也会向缩小方向回弹,我们把这种现象称为还原回弹。

冲压折弯不仅有很高的精度,而且还具有很小的制品内R,它的压力要比密着折弯高约5-8倍。冲压折弯的V槽宽度比密着折弯要小,通常是板厚的5倍,这是为了减少工件的内R,以减少上模对工件内R处的啃入量,缩小V槽的面积能获得较高的面压力。由于折弯需要的压力非常大,所以一般SPCC的厚度不能超过2mm,SUS的厚度不能超过1.5mm,因为2mmSPCC材料冲压折弯需要1100KN的压力,模具的耐压在1000KN超过了模具的耐压值。由于折弯力很大,所以机床的吨位也必须增大,模具磨损加大,模具只能使用耐压较高的模具。
密着折弯是用较小的压力获得良好的折弯精度的一种方法,也是常用的一种折弯方法。密着折弯后的角度会受到折弯回弹的影响,所以在采用密着折弯的方式时往往会考虑折弯回弹量,通常的解决方式是通过过度折弯板料的回弹量以获得目标角度。
Copyright © 2023 郑州玉花钢铁有限公司 All Rights Reserved. 豫ICP备2020037182号-2
服务热线