全国咨询热线:
全国咨询热线:
专业钢板加工 · 为不同需求的客户节省省材!

Advantage

专注加工20年,近12000平米标准室内厂房的加工基地,拥有大批具备多年工作经验的专业加工团队以及销售团队。

钢厂直发,常年库存5000吨以上;6-250mm厚钢板齐全; Q235、Q345、45#材质钢板齐全。

专业钢板加工,能*大限度的为不同需求客户套料省材!提供更**、更高效的产品加工服务!

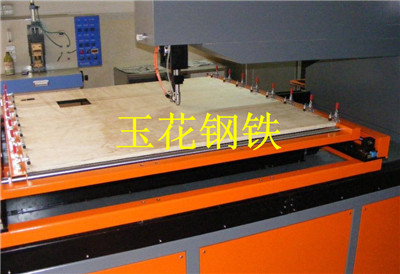
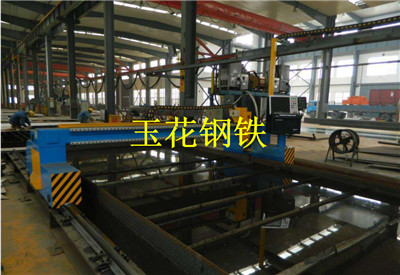
数控切割、剪板、折弯、卷圆、焊接等各类加工设备齐全,专业技术人员,只要一份图纸,就能提供保质保量的成品!
ABOUT US

采购加工生产 · 售后服务一条龙
NEWS
提问:耐磨钢板可以进行折弯加工吗?回答:耐磨钢板可进行折弯加工,但必须严格控制折弯内径和角度。钢板进···
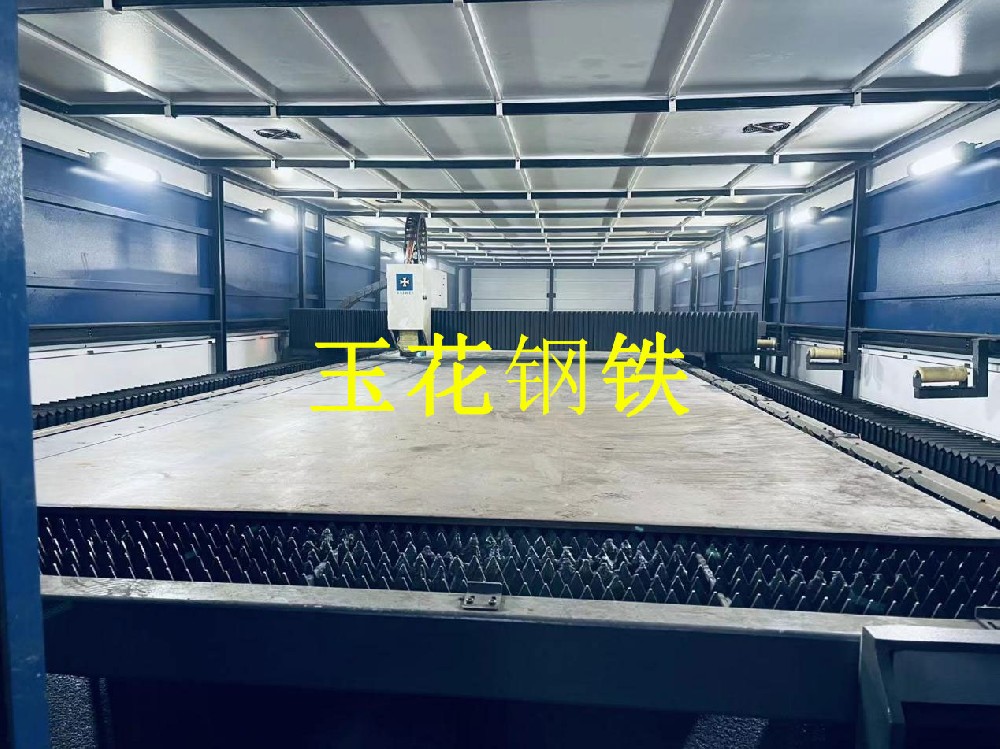
为降低生产成本,减少原材料浪费,提高材料利用率,同时也为了规 范设备使用,充分发挥激光切割机的工作能···
由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,不锈钢板进行折弯时其特点如下:&nbs···
01激光切割工作原理激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切···
Copyright © 2023 郑州玉花钢铁有限公司 All Rights Reserved. 豫ICP备2020037182号-2
服务热线